Généralités
On distingue principalement la conversion chimique et la conversion électrochimique : l’anodisation de l’aluminium.
• Les traitements purement chimiques de conversion (BONDERITE M-CR 1200 anciennement Alodine 1200, Surtec 650, lanthane 613…) permettent une bonne protection anticorrosion, une excellente base d’accrochage pour les revêtements ultérieurs. L’épaisseur est négligeable et permet une bonne conductibilité électrique.
• L’anodisation (appelée également oxydation anodique) fait appel à une source de courant électrique.
Son but est la formation d’une couche d’oxyde microporeuse et ayant une bonne dureté et une bonne tenue à la corrosion. Il est possible de renfermer, par capillarité, à l’intérieur de ces pores, des colorants ou d’autres éléments.
Ensuite, on pratique en général, une colmatation qui consiste à refermer la partie supérieure des pores (la couche se trouve également hydratée). Il se produit un léger gonflement des cotes.
Les principales anodisations sont :
• L’anodisation sulfurique (OAS)
Ce procédé permet de protéger efficacement les alliages légers contre la corrosion.
Il permet l’obtention de couches moyennes et dans un but décoratif, des teintes très variées.
• L’anodisation chromique (OAC)
Agrément aéronautique BF5
Ses avantages sont :
– Le traitement de pièces très tolérancées en raison de la faible épaisseur de la couche formée (de 2 à 7 microns).
– Mise en évidence des criques.
– Une bonne aptitude au frottement.
– Aucune attaque du métal par l’électrolyte en cas de rétention, contrairement à l’OAS.
– Possibilité d’imprégnation PTFE afin d’améliorer le coefficient de frottement.
• L’anodisation dure (OAD)
Ce procédé électrochimique permet l’obtention des couches épaisses (20 à 100µ) ayant les propriétés suivantes :
– Bonne résistance à l’usure.
– Isolant électrique.
– Isolant thermique.
– Possibilité d’imprégnation PTFE afin d’améliorer le coefficient de frottement.
La résistance à l’usure est la propriété la plus importante.
Pour une couche de 50 μm la résistance de la couche est d’environ 500 Vickers sous une charge de 50 grammes.
Les applications sont très variées.
La couche permet d’augmenter la tension de claquage et de diviser le coefficient de dilatation par 5.
Il est possible de colorer les pièces après OAD, uniquement noir, mais au détriment de la dureté.
Spécificités
Nos chaînes automatisées sont conçues pour répondre à des cahiers des charges très sévères.
Toutes les eaux de rinçages sont contrôlées au moyen de résistivimètres et de Ph mètres et sont recyclées.
Avant OAS, les pièces peuvent être satinées.
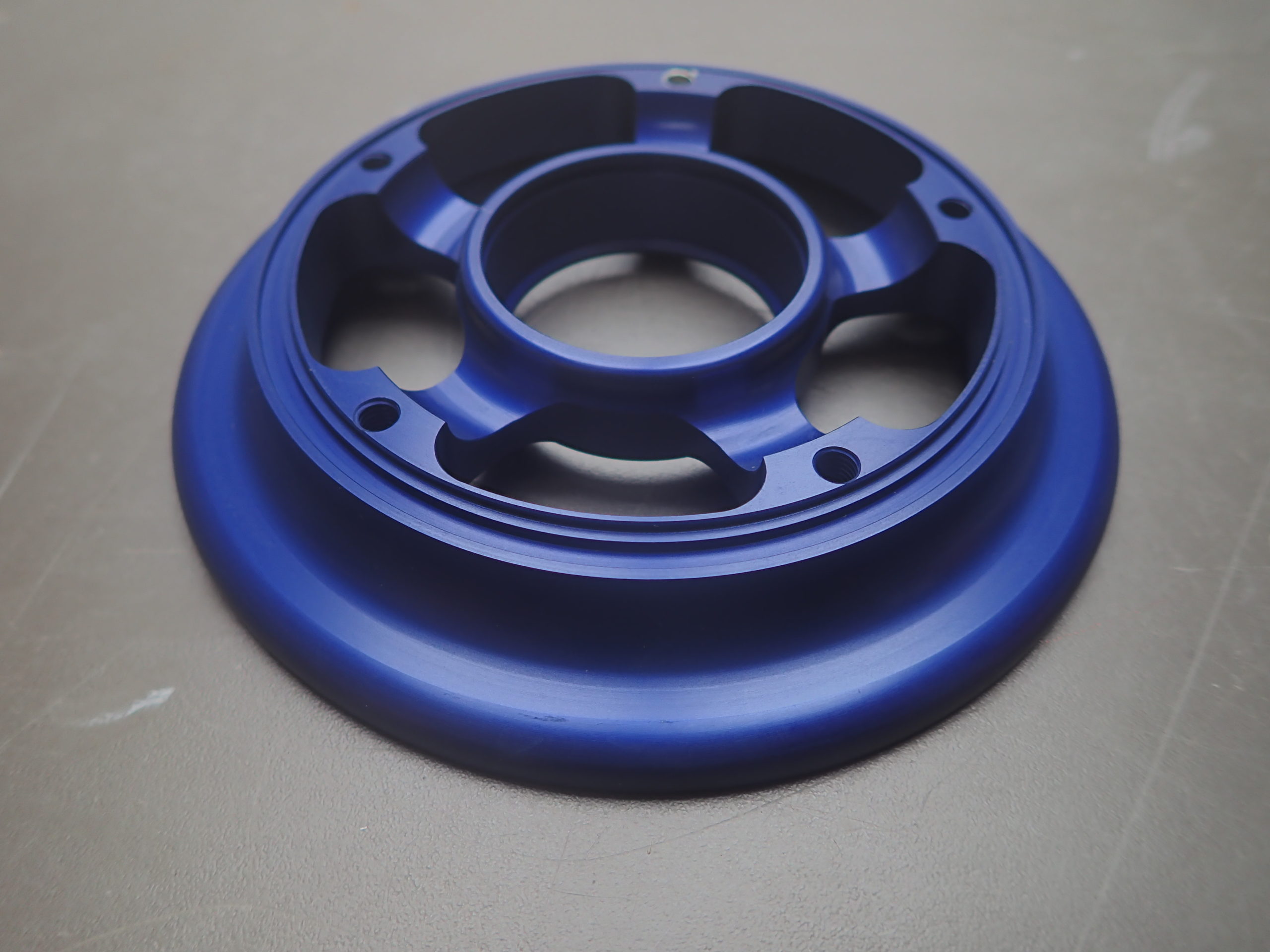
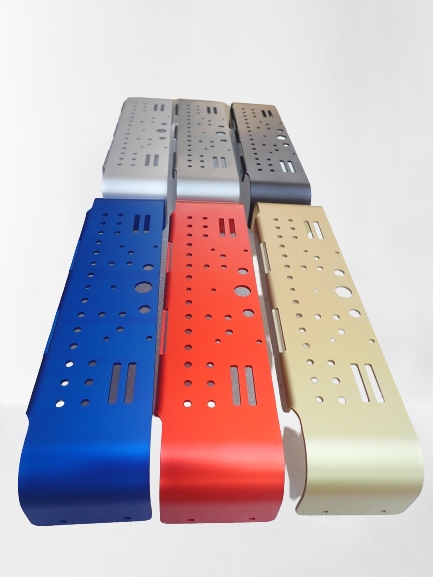
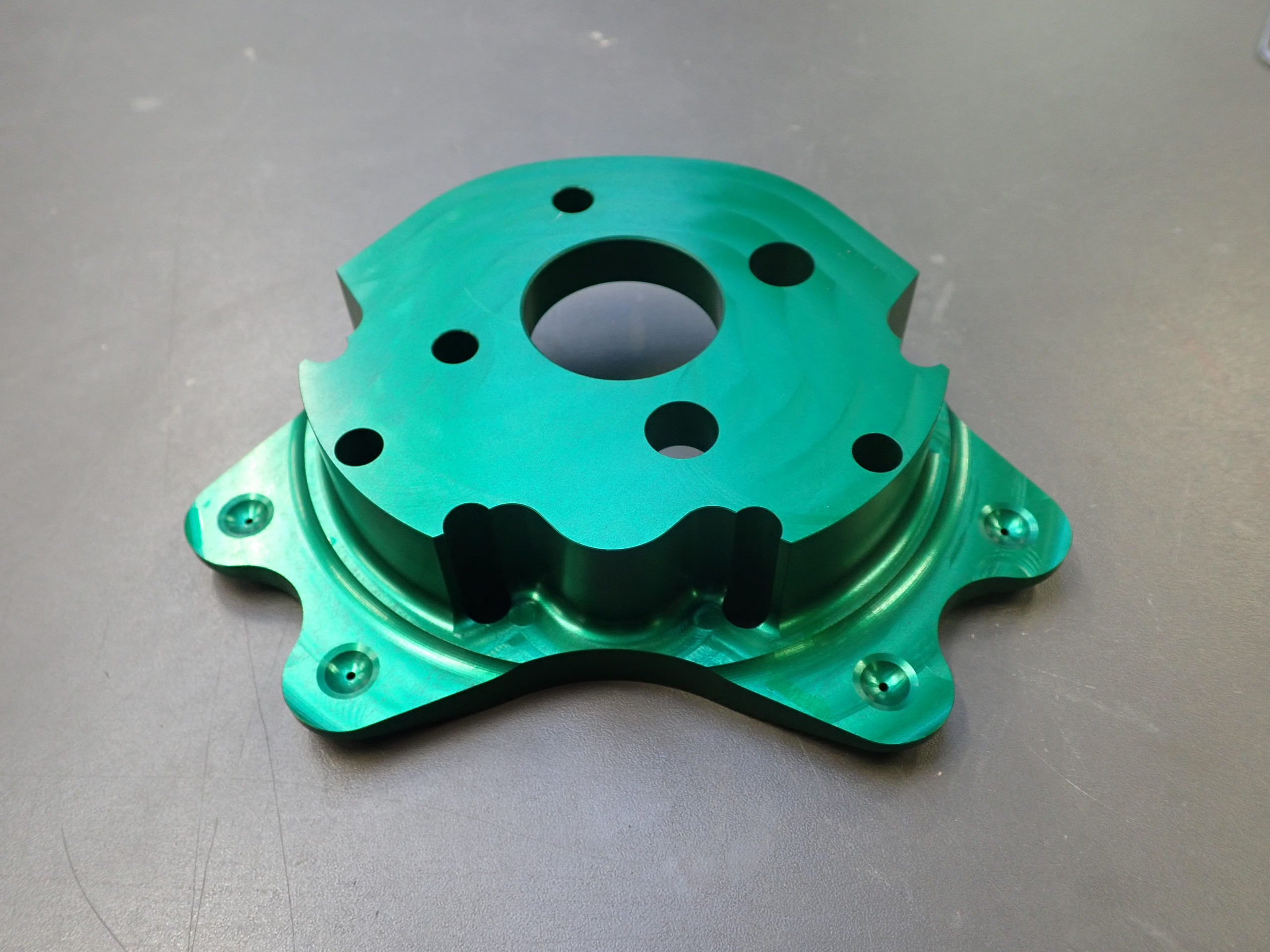
Colorations : sur chaine automatique
– noire, bleue, verte, rouge, or, champagne
D’autres colorations réalisables sur demande en fonction du volume du marché.
Colmatage :
– colmatage eau claire (sans chrome VI)
– colmatage aux bichromates de potassium (chrome VI)
– double colmatage avec imprégnation d’additifs améliorant la tenue à la corrosion
Capacités :
de la pièce unitaire à la série : 1700mm x 400mm x 850mm